Walzenrichtmaschinen für Bänder kommen an Pressen, Stanzautomaten, Profilieranlagen und in Zuschneideanlagen zum Einsatz. Die Anforderungen an das Richten sind zum Teil sehr spezifisch. Wir zeigen, was es zu beachten gilt.
Richtmaschinen für Coils kommen in den verschiedensten Fertigungsbereichen zum Einsatz
(Bild: Arku Maschinenbau)
Wo früher einfache Bandrichtmaschinen mit großen Richtwalzen ohne Abstützung und ohne Einzelzustellung verwendet wurden, ist heute eine flexible Maschinenausstattung gefragt. Steigende Anforderungen durch engere Toleranzgrenzen und den Einsatz hochfester Materialien setzen neue Standards für moderne Walzenrichtmaschinen.
Moderne Walzenrichtmaschinen weisen folgende Merkmale auf:
Blockbauweise
Gute Abstützung der Richtwalzen
Viele Richtwalzen
Kleine Abstände zwischen den Richtwalzen
Schnellwechselsystem zur Verkürzung der Reinigungszeit
Bedienerfreundliche Steuerung mit Wertespeicher
Leistungsfähiger Antrieb der Richtwalzen
Richtmaschinen für Bänder werden in den verschiedensten Fertigungsbereichen eingesetzt. Sie müssen spezifischen Anforderungen gerecht werden, wie die folgenden Beispiele zeigen.
Beispiel 1: Walzenrichtmaschinen für Pressen und Stanzautomaten
Pressen und Stanzautomaten werden hauptsächlich für die Fertigungsverfahren Umformen und Trennen eingesetzt. Das heißt, sie schneiden, biegen, lochen, rollen, prägen und führen Tiefziehvorgänge aus. Dafür sind mehr oder minder komplizierte und teure Werkzeuge erforderlich. Findet in der Presse ein hoher Umformgrad statt, so werden meist Richtmaschinen mit 7 bis 9 Richtwalzen eingesetzt. Das ist zum Beispiel bei der Herstellung von Tiefziehteilen oder der Fertigung einfacher Stanzteile der Fall. Diese Richtmaschinen besitzen Richtwalzen mit relativ großen Walzendurchmessern und sind in erster Linie darauf ausgelegt, die Coilkrümmung aus dem Blech zu entfernen. In anderen Fertigungsbereichen kommen Richtmaschinen mit bis zu 21 Walzen zum Einsatz. Die sorgfältige Auswahl einer geeigneten Richtmaschine für die jeweilige Anwendung ist von großer Bedeutung und entscheidend für die Qualität der Endprodukte.
Buchtipp
Dieser Artikel ist ein Auszug aus dem Fachbuch „Richten mit Walzenrichtmaschinen“ der Firma Arku. Das Buch vermittelt neben den hier beschriebenen Merkmalen und Einsatzgebieten moderner Walzenrichtmaschinen auch Grundlagen zur Werkstoffkunde, Richttechnik und Maschinenkonstruktion.
Walzenrichtmaschinen sind das Herzstück der Pressenvorschubanlage
Walzenrichtmaschinen für Pressen und Stanzautomaten sind elementarer Bestandteil der Pressenvorschubanlage. Zwar macht die Pressenvorschubanlage nur einen kleinen Anteil der Gesamtinvestition in die Pressenstraße aus, doch ist sie für die Verfügbarkeit der Gesamtanlage besonders wichtig. Eine effiziente Produktion mit wenigen und kurzen Stillstandszeiten lässt sich nur mit einem zuverlässigen Anlagenkopf realisieren. Moderne Automatisierungskonzepte steigern hier die Prozesssicherheit und senken die Rüstzeiten. So können beispielsweise Coilwechselzeiten von weniger als 5 Minuten die Produktivität der gesamten Pressenstraße um bis zu 25 Prozent steigern.
Die Richtmaschine bestimmt die Verfügbarkeit der Anlagen in großem Maße. Ein Beispiel dafür ist die aufklappbare Präzisionsrichtmaschine Compactfeed von Arku. Das aufklappbare Richtaggregat vereinfacht das Einfädeln des Blechbandes und ermöglicht eine schnelle Reinigung der Richtwalzen. Der Compactfeed vereint die Funktionen Richten und Vorschieben in einer Maschine. Voraussetzung für den zuverlässigen Betrieb ist die dynamische Taktlüftung – auch bei hohen Hubzahlen. Die Präzisionsrichtmaschine kann zudem mit Zickzackbetrieb ausgeführt werden. Durch die Querverfahrung des Richtaggregats wird die Bandausnutzung optimiert. Bei runden Teilen kann so eine Materialersparnis von bis zu 14 Prozent erzielt werden.
Einsatz von Richtmaschinen mit 9 bis 21 Richtwalzen
Präzisionsrichtmaschine Compactfeed
(Bild: Arku Maschinenbau)
Sind die Anforderungen an die Ebenheit des Werkstückes, die Werkzeugsicherheit oder auch die Prozesssicherheit besonders hoch, werden Richtmaschinen mit 9 bis 21 Richtwalzen eingesetzt. Diese Richtmaschinen entfernen nicht nur die Coilkrümmung aus dem Band, sondern richten auch Querwölbungen zuverlässig. Sie werden zum Beispiel beim Arbeiten mit Folgeverbundwerkzeugen eingesetzt.
Zwischenwalzen verhindern Verschleißmarkierungen an den Richtwalzen
Sind die zu verarbeitenden Bänder oberflächenempfindlich, so sollte eine Richtmaschine mit Zwischenwalzen eingesetzt werden. Die Zwischenwalzen sind zwischen den Stützrollen und den Richtwalzen angeordnet. Sie verhindern Verschleißmarkierungen der Richtwalzen infolge direkter Berührung mit den Stützrollen. Diese Markierungen können sich sonst auf weiches oder oberflächenempfindliches Material übertragen.
Anordnungsschema zu einer Präzisionsrichtmaschine mit Zwischenwalzen (6-HI-Version)
(Bild: Arku Maschinenbau)
Eine Präzisionsrichtmaschine mit Zwischenwalzen wird als 6-HI-Maschine (6-HI = Six-High) bezeichnet. Der englische Begriff bringt zum Ausdruck, dass die Maschine 6 Rollen in der Höhe hat, hier also mit Zwischenwalzen im oberen und unteren Richtwalzenblock ausgerüstet ist. Analog wird eine Richtmaschine mit Stützrollen, aber ohne Zwischenwalzen, 4-HI-Maschine genannt. Bei einem einseitig oberflächenempfindlichen Band kann eine 5-HI-Maschine eingesetzt werden.
Um die Oberfläche des Materials zu schonen, können Präzisionsrichtmaschinen mit Wechselkassetten für Richtwalzen ausgestattet werden. Die Wechselkassetten vereinfachen die Reinigung deutlich und verringern zudem die Stillstandszeiten der Gesamtanlage.
Ein leistungsstarkes Antriebssystem ist gefragt
Es ist zunehmend anspruchsvoll, die erforderliche Richtkraft auf das Material zu übertragen. Damit steigt auch die Bedeutung des Antriebs der Richtwalzen. Ein Beispiel ist das patentierte Antriebssystem Ecoplan von Arku. Präzisionsrichtmaschinen mit diesem Antriebssystem haben bis zu 30 Prozent mehr Richtleistung bei gleichem Energiebedarf. Ecoplan verhindert zudem das Durchrutschen der Richtwalzen auf der Oberfläche des Richtgutes. Beschädigungen der Werkstoffoberfläche und das Verschleißen der Richtwalzen werden auf diese Weise minimiert. Nicht nur bei der Produktion von Sichtteilen wirkt sich das positiv auf die Qualität der Endprodukte aus.
Stand: 08.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die Vogel Communications Group GmbH & Co. KG, Max-Planckstr. 7-9, 97082 Würzburg einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden. Dies gilt nicht für den Datenabgleich zu Marketingzwecken.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://contact.vogel.de abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
Beispiel 2: Walzenrichtmaschinen für Profilieranlagen
Auf Profilieranlagen wird das gewünschte Profil im Durchlauf durch schrittweises Umformen mittels Profilierrollen erzeugt und anschließend abgelängt. Solche Profile finden in den verschiedensten Bereichen Verwendung – beispielsweise in der Bauindustrie und der Lager- und Regaltechnik. Meist liegen die Coildicken im Bereich von 1 bis 5 mm. Es kommen Richtmaschinen mit 7 bis 21 Richtwalzen zum Einsatz.
Automatisierung in der Profilherstellung
Bandvorbereitungsanlagen für Profilierer besitzen meist einen hohen Automatisierungsgrad, um die Coilwechselzeiten zu minimieren. Richtmaschinen tragen in diesem Anwendungsgebiet wesentlich zur Betriebssicherheit der Anlage bei und beeinflussen den Profilierprozess positiv.
Schweißvorgang beim automatischen Bandendeschweißen
(Bild: Arku Maschinenbau)
In vielen Fällen wird hinter der Richtmaschine eine Bandendeschweißmaschine eingesetzt. Die automatische Verschweißung der Bandenden während des Coilwechsels senkt die Stillstandszeiten. Gerade bei komplexen Anlagen mit Vorstanzoperationen können bis zu 20 Minuten Rüstzeit eingespart werden. Auch der Materialausschuss wird vermindert, da das Anstanzen des neuen Bandes entfällt.
Doppelwendehaspel mit automatischer Einführhilfe Twinshuttle
(Bild: Arku Maschinenbau)
In der Profilherstellung werden hohe Verfügbarkeiten der Fertigungslinien vorausgesetzt. Es werden Doppelwendehaspeln eingesetzt, die Coilwechselzeiten senken. Während produziert wird, kann auf der Beladeseite schon der folgende Coil vorbereitet werden. Mit Automatisierungskonzepten, wie der automatischen Einführhilfe Twinshuttle von Arku, werden alle Vorgänge beim Coileinfädeln automatisch durchgeführt. So können Coilwechselzeiten von unter 2 Minuten erreicht werden. Durch ein Zusammenspiel aus Bandvorbereitungsanlagen mit Einführhilfe, Präzisionsrichtmaschine, Bandendeschweißmaschine und Bandspeicher können noch kürzere Stillstandszeiten von nahezu Null erreicht werden.
Buchtipp
Dieser Artikel ist ein Auszug aus dem Fachbuch „Richten mit Walzenrichtmaschinen“ der Firma Arku. Das Buch vermittelt neben den hier beschriebenen Merkmalen und Einsatzgebieten moderner Walzenrichtmaschinen auch Grundlagen zur Werkstoffkunde, Richttechnik und Maschinenkonstruktion.
Beispiel 3: Walzenrichtmaschinen für Querteilanlagen
Querteilanlagen werden zur Herstellung von Platinen unterschiedlicher Zuschnittformen eingesetzt. Das Blechband wird dabei mittels fester, fliegender oder rotierender Scheren zerteilt. In Stahl-Service-Centern, im Heizungs- und Lüftungsbau und in der Lochblechindustrie werden sehr häufig breite Bleche (1500...2000 mm) mit geringen Dicken (0,5...3,0 mm) verarbeitet. Nicht selten bestehen die Bänder aus oberflächenempfindlichen Materialien wie Edelstahl oder Aluminium. Das abschließende Abscheren auf Maß mit meist geringen Winkligkeits- und Längentoleranzen kann bereits die Fertigungsendstufe darstellen.
Hochleistungsrichtmaschinen für besonders flache Bleche
Sind die Anforderungen an die Planheit des Blechs besonders hoch, werden Hochleistungsrichtmaschinen eingesetzt. Diese Maschinen zeichnen sich durch eine bestmögliche Abstützung der Richtwalzen und Blockzustellung sowie durch leichte Reinigungsmöglichkeiten aus. Hinzu kommt die Forderung nach kleinen Walzendurchmessern wegen der meist geringen Banddicke.
Verstellbarkeit der unteren Abstützungen
Die unteren Abstützungen sind nach oben und nach unten verstellbar. Dadurch lassen sich die Richtwalzen in Querrichtung gezielt biegen, um Ebenheitsfehler, wie z.B. Rand- und Mittenwellen, ausrichten zu können. Meist ist der Einsatz von 6-HI-Maschinen mit Zwischenwalzen unumgänglich.
Praxistipp: Ebenheitsfehler beim Coil und deren Beseitigung
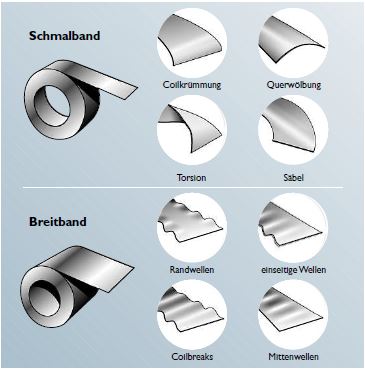
Ebenheitsfehler bei Schmalband und Breitband
(Bildquelle: Arku Maschinenbau)
Coilkrümmung: Die Coilkrümmung ist einer der am häufigsten auftretenden Fehler. Der Defekt hat seine Ursache in der plastischen Verformung beim Wickelprozess. Eine Coilkrümmung kann schon mit 7 bis 13 Richtwalzen ausreichend gerichtet werden. Gut dazu geeignet sind Walzenrichtmaschinen mit Grundverstellung, d.h. mit zueinander paralleler Lage der unteren und oberen Richtwalzen.
Querwölbung: Die Ausrichtung einer Querwölbung gestaltet sich schon schwieriger. Die Ursache für diese Unebenheit liegt in der ungleichmäßigen Abkühlung des Walzgutes über die Breite des Coils (Restspannungen). Richtmaschinen mit paralleler Lage der Richtwalzen vermindern die Querwölbung mit steigender Anzahl der Richtwalzen. Die besten Ergebnisse erzielt man mit 17 und mehr Richtwalzen mit enger Teilung.
Torsion: Dieser Defekt entsteht bei starken Bandzugwechseln oder auch zu wenig Zug während des Wickelprozesses. Ähnlich wie beim Ausrichten der Querwölbung erzielt man auch hier die besten Ergebnisse mit 17 und mehr Richtwalzen bei enger Teilung.
Säbel: Ein starker Säbel tritt meist nur bei schmalen, durch Längsteilen hergestellten Bändern auf. Es gibt zwei Möglichkeiten, den Fehler zu beheben:
Es kommen sogenannte Vertikalrichtgeräte zum Einsatz. Diese erzeugen in Zusammenarbeit mit der Richtmaschine die notwendige Biegung des Materials über die hohe Kante. Allerdings wird die Anwendung dieses Prinzips durch die erforderlichen starken Kantendrücke mit der Gefahr der Deformation der Kanten stark eingeschränkt.
Es wird die Querneigung des oberen Walzenstuhls genutzt. Die Einstellung erfolgt so, dass die kurze Seite des Bandes gedehnt wird.
Coilbreaks: Dieser Ebenheitsfehler entsteht in der Regel beim Abrollen warm gewalzter Blechbänder. Schwerwiegende Brüche können durch den Einsatz von Hochleistungsrichtmaschinen deutlich vermindert, aber nicht unbedingt vollkommen beseitigt werden.
Randwellen und Mittenwellen: Diese Fehler treten meist bei breiten und gleichzeitig dünnen Blechen auf. Sie werden durch die beim Walzprozess entstehenden inneren Spannungen verursacht. Solche Defekte sind mit parallelen Richtwalzen nicht ausrichtbar.
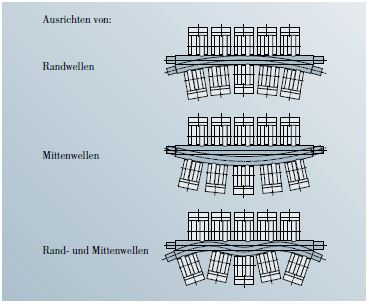
Im Fall von Randwellen muss die Blechmitte so lange gedehnt werden, bis sie die gleiche Länge wie die Blechkanten aufweist.
Im Fall von Mittenwellen müssen die Blechkanten so lange gedehnt werden, bis sie die gleiche Länge wie die Blechmitte haben.
Dieses gezielte plastische Dehnen ist jedoch beim normalen Richten mit parallelen Richtwalzen nicht möglich. Man erreicht es durch eine gezielte Durchbiegung der Richtwalzen, die in der Regel mittels Verstellung der unteren Stützrollenblöcke erzeugt wird. Die vorzunehmenden Verstellungen werden im oberen Bildabschnitt schematisch dargestellt. Bombage – Gezielte Durchbiegung der Richtwalzen
(Bildquelle: Arku Maschinenbau)
Bei der Einstellung zum Richten von Randwellen müssen die mittleren Partien des Blechs nun mehr Weg zurücklegen als die Randpartien. Sie werden, bei richtiger Einstellung der Maschine, so lange gedehnt, bis alle Blechpartien die gleiche Länge haben und ein planes Blech die Maschine verlässt. Der Effekt zum Ausrichten von Mittenwellen ist genau umgekehrt. Prinzipiell sind also die Einstellungen zum Ausrichten von Welligkeiten so vorzunehmen, dass die flachen Blechpartien gelängt werden. Das Ausrichten gleichzeitig auftretender Rand- und Mittenwellen wird im unteren Bildabschnitt gezeigt.
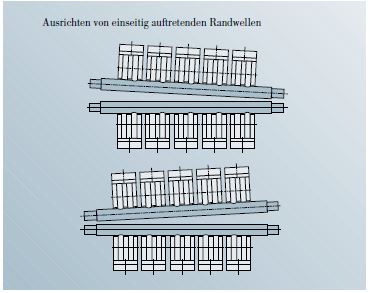
Einseitige Randwellen Querneigung der oberen Richtwalzen
(Bildquelle: Arku Maschinenbau)
Treten die Wellen einseitig am Rand auf, so kann man den notwendigen Dehneffekt auch durch zusätzliche Querneigung des oberen Walzenstuhls erzeugen. Die gedehnten Bereiche des Blechs werden natürlich dünner. Die Dickenänderungen sind jedoch klein und meist zu vernachlässigen, da sie in der Regel innerhalb der zulässigen Dickentoleranzen liegen.
* Prof. Dr.-Ing. Horst Bräutigam war zwischen 1982 und 1986 Technischer Leiter bei der Arku Maschinenbau GmbH, Baden-Baden. Ab 1987 widmete er sich der Lehre an der Fachhochschule Mannheim in den Fachgebieten Maschinenelemente, Technische Mechanik und Getriebelehre.
:quality(80)/p7i.vogel.de/wcms/af/f3/aff3fa694d0fdd78eb6a18ba46124145/0131699044v1.jpeg "Am Fraunhofer ILT in Aachen widmet man sich unter anderem der Reparatur von Druckguss- und Umformwerkzeugen (im Bild). Das Besondere ist, dass man dazu laserbasierte Verfahren nutzt, die wesentliche Vorteile im Vergleich zu üblichen Methoden ins Feld führen ... (Bild: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/40/a0/40a0b2d9cd663e5521a527eef3d5dd39/0130909850v2.jpeg "Mit der Investition in eine hydraulische, mit Ziehkissen ausgestattete Umformpresse stärkt die Hans Eberle AG ihre Ausrichtung als Komplettanbieter für Blechteile und Baugruppen aus Blech. (Bild: SMM)")
:quality(80)/p7i.vogel.de/wcms/62/46/624662bd9aa9b65976c991e0cb9a3f39/0131649938v1.jpeg "Das Duisburger Warmbandwerk 4 von Thyssenkrupp Steel Europe hat nach einem Brand wieder die Produktion aufgenommen ... (Bild: thyssenkrupp Steel Europe AG)")
:quality(80)/p7i.vogel.de/wcms/b7/f4/b7f42211ad9f19fdd6ebdc82220c923f/b3-20range-3000x1688v1.jpeg "Die gesamte Baureihe ist in Standardkonfigurationen erhältlich, während füranspruchsvollere Produktionsumgebungen maßgeschneiderte automatisierte Versionen eingesetzt werden können. (Bild: Salvagnini)")
:quality(80)/p7i.vogel.de/wcms/6e/64/6e64a507d739862b7688eb1191df88e7/img-ent-kampagne-konstruieren-bildschirme-sall-ain-v1-16-9-1600x899v1.jpeg "Mit der Kampagne „Konstruktion auf Knopfdruck“ unterstreicht Meusburger seinen Anspruch, Konstrukteure im Arbeitsalltag gezielt zu entlasten. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/01/64/01643afb8e81f913f1a3cea5f315c2b9/stanztec-2024-015-scaled-2560x1439v1.webp "Die Ausstellungsfläche des Pforzheimer CCP ist auch in diesem Jahr mit rund 150 ausstellenden Unternehmen wieder ausgebucht. (Bild: Schall)")
:quality(80)/p7i.vogel.de/wcms/a6/9b/a69b4daa849e387ca5b8067822f261e8/0130437207v2.jpeg "Für das neue Zentraldepot für die Museen und Archive der Stadt Regensburg und der Diözese Regensburg habe Schäfer Lochbleche die Nietpunktlochungen in den Fassadenlochblechen nach Vorgabe umgesetzt. (Bild: Schäfer)")
:quality(80)/p7i.vogel.de/wcms/81/69/816906029ae2b2d77c254c9ba2ccf140/0130530816v2.jpeg "Das Unternehmen setzt laut eigenen Angaben auf Investitionen in Produktion, Logistik und Digitalisierung, um Stabilität und Wettbewerbsfähigkeit zu sichern. (Bild: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/4b/99/4b996c30144372f825f5bf4946513f41/0131877945v1.jpeg "Wenn es nach dem Rüstungskonzern KNDS geht, dann erhält Deutschland zwei neue Produktionsstandorte für ein Panzerprojekt, damit die Versorgung gesichert werden kann ... (Bild: KNDS)")
:quality(80)/p7i.vogel.de/wcms/6d/5d/6d5d6c27f2fee19df504bad3ca550497/0131834600v1.jpeg "Acht vollautomatische Produktionskreissägen längen stangenförmige Halbzeuge bis 180 Millimeter Durchmesser bei SEW-Eurodrive in der Smart Factory Halle Nord bei Karlsruhe auf Sollmaß ab. Die Versorgung geschieht über Kasto-Systeme. (Bild: Kasto)")
:quality(80)/p7i.vogel.de/wcms/8a/e7/8ae749764553b759afd861f0e7012e3c/bild1-1315x740v1.jpeg "Schweißzange beim Fügen einer B-Säule unter Laborbedingungen im Fraunhofer-IPK. (Bild: Fraunhofer-IPK)")
:quality(80)/p7i.vogel.de/wcms/68/73/687312dceb87c64678ca79aab242935a/0131747555v1.jpeg "Diese 3D-Plasmaschneidanlage von Microstep aus der MG-Baureihe machte vor acht Jahren bei GFM Schiller den Anfang. (Bild: Microstep Europa)")
:quality(80)/p7i.vogel.de/wcms/e0/f6/e0f6d92b46faf64c6a6255bf88344895/0131756980v1.jpeg "Neura Robotics ist ein deutscher Spezialist für humanoide Roboter (Humanoide). Hier präsentiert sich der Mitgründer David Reger mit einem Vertreter dieser künstlichen Spezies. Er hat grund zum Lachen, denn man konnte von Investoren jüngst wieder über eine Milliarde Dollar einsammeln ... (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/f0/d3/f0d3916d41598da88769a17f0a3657f8/0131756867v1.jpeg "Bosch verliert im normalen Geschäft bekanntlich immens an Boden. Das soll sich nun ändern, indem man sich in Richtung künstlicher Intelligenz und humanoider Robotik stärker engagiert ... (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/8b/f1/8bf1918a26c9375ddd6abaa594851e39/screenshot-202026-04-02-20163710-662x372v1.png "Durch das Zusammenspiel horizontaler und vertikaler Schleifscheiben wird mühelos einen 2-mm-Radius erzeugt bei
maximaler Wirtschaftlichkeit. (Bild: Teqram)")
:quality(80)/p7i.vogel.de/wcms/e6/d0/e6d05cce9ddae471f3b205b8bcc05c02/weber-automation-pietec-1348x758v1.jpeg "Besonders hilfreich ist, dass der Roboter teachfrei arbeitet: Ein 2D-Vision-System scannt das jeweilige Werkstück ab, erfasst seine Geometrie und berechnet automatisch den optimalen Greifpunkt. (Bild: Hans Weber)")
:quality(80)/p7i.vogel.de/wcms/46/95/469578e19f09a688d495227f6519ae8a/0131644811v1.jpeg "Seit Monaten ist es geplant, jetzt rollt das Ganze an! BASF will nämlich einen Großteil seiner Anteile an der eigenen Lacksparte an Carlyle verkaufen. Die EU Kommission stimmt dem jetzt zu, aber Carlyle muss zuvor noch etwas anderes tun ... (Bild: BASF)")
:quality(80)/p7i.vogel.de/wcms/b8/7e/b87ea92a66b4b29aeaa6ee56c1353115/0131383556v2.jpeg "Blick ins Innere des Laserschweißsystems. Links im Bild: eine Linearachse mit zwei Führungen, die rechte davon mit integriertem Wegmessystem IMScompact. (Bild: RMA)")
:quality(80)/p7i.vogel.de/wcms/70/44/7044bfc021253413ebbcf2f2b611d7c4/0131194878v1.jpeg "Rund 8000 Programme für Profilierrollen müssen jedes Jahr erstellt werden. Die Rollen sind jeweils sehr spezifisch auf das zu formende Profil abgestimmt. Mit Tebis ist sichergestellt, dass Kollisionen ausgeschlossen sind und sich die Maschinenbediener auf die Qualität der Programme verlassen können (Bild: Maschinenmarkt/rw)")
:quality(80)/p7i.vogel.de/wcms/94/e3/94e3e2584eb08119b8e73772fa37c35b/0128030242v2.jpeg "Die neue Abkantpresse Quick-Bend EVO setzt neue Maßstäbe bei Ergonomie, Dynamik und Energieeffizienz. (Bild: Boschert)")
:quality(80)/p7i.vogel.de/wcms/24/4d/244d3136a1fc0df5cbeb0db88f3382eb/0130420625v2.jpeg "Optimal ausgelegt für thermisch anspruchsvolle Anwendungen in der Industrie sind die Hochtemperatur-Faltenbälge von Höhl & Westhoff. Sie sind temperaturbeständig bis etwa 850 °C. (Bild: Höhl+Westhoff)")
:quality(80)/p7i.vogel.de/wcms/01/8c/018c5be0375e05b75461b1d228092539/0131616118v1.jpeg "Aufwand gespart! Am Fraunhofer IZFP in Saarbrücken weiß man, wie man unerwünschte Einschlüsse schon in geschmolzenem Aluminium aufspüren kann. Hier verraten die Forscher, wie sie das machen ... (Bild: Fraunhofer IFZP / U. Bellhäuser)")
:quality(80)/p7i.vogel.de/wcms/3d/f6/3df604905247cd1249b64f3538a57e8e/0131603430v1.jpeg "Die neue 3D-Messmaschine „MiSTAR 555“ von Mitutoyo ist bei Méca-Précis in einer robotergesteuerten Messzelle installiert. Ihre Genauigkeit sei über einen weiten Temperaturbereich gewährleistet, was an ihrem effizient arbeitenden Absolut-Encoder liege. (Bild: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/d2/35/d235da20b042c1e91949d96408536305/0130466272v2.jpeg "Das Bild zeigt die vollautomatisierte Messanlage für gezogene Edelstahlrohre. (Bild: Schoeller)")
:quality(80)/p7i.vogel.de/wcms/89/fc/89fc6da5ecb27996fe310dbf3b7bdd32/0130101037v1.jpeg "So sieht ein Mehrkomponentenaufnehmer (MKA) von GTM Testing and Metrology aus. Den haben die Südehessen jetzt smart gemacht, was etwa Fertigungsunternehmen im Rahmen von Industrie 4.0 bei der Qualitätssicherung viele Vorteile ins Haus bringt. Hier mehr dazu ... (Bild: GTM)")
:quality(80)/p7i.vogel.de/wcms/23/ba/23baa99239ca398fccec15a1a798ff2e/0131839422v1.jpeg "Die EU-Abgeordneten des Europaparlaments haben mehrheitlich dafür gestimmt, dass das geplante Zollabkommen in Kraft treten soll. Trumps Drohungen haben offensichtlich gewirkt ... (Bild: F. Schneidler)")
:quality(80)/p7i.vogel.de/wcms/16/85/168570c75f54bf1befeebfcf0e0fdf4c/screenshot-202026-04-02-20172559-920x517v1.png "Komplexe Rohrsysteme für Hydraulik und Kraftstoff
aus korrosions- und hitzebeständigem Edelstahl Rostfrei
werden in der Luft- und Raumfahrt eingesetzt. (Bild: Butting)")
:quality(80)/p7i.vogel.de/wcms/9c/6c/9c6cb2efa037abba6cd414d337336e16/0131704313v1.jpeg "Das Statistische Bundesamt bescheinigt Deutschland im Rückblick auf das bisherige zweite Quartal 2026 einen leichten Zuwachs in Sachen Produktion und Export. Der Iran-Krieg bleibt ein Bremsfaktor. Und auch China hat die Ausfuhren deutlich gesteigert ... (Bild: © Yellow Boat - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/fe/50/fe50b01b74847b681762a36778639cc9/0131697322v1.jpeg "Der deutsch-französische Kampfjet bleibt wohl für immer nur ein Gedanke. Denn Bundeskanzler Friedrich Merz und der französische Kollege Emmanuel Macron haben entschieden, dass das mit Airbus und Dassault einfach nichts wird ... (Bild: Karambasamba)")
:quality(80)/p7i.vogel.de/wcms/02/ae/02ae6c346cc9e321308a8fc58c1a98d9/0131743131v1.jpeg "Dieser Schweißfacharbeiter trägt, weil sonst kein System für die Schweißrauchabsaugung möglich war, einen Schutzhelm des Typs Vizor Air/3X Connect von Fronius als persönliche Schutzausrüstung. (Bild: Fronius)")
:quality(80)/p7i.vogel.de/wcms/95/7e/957ef4c1524fcbcf0241c5c160e98d15/0131690701v1.jpeg "Das Albromet-Management beobachte mit Staunen, wie sich morgens die ankommenden Mitarbeiter nach dem Umziehen von einem bunten Gemisch in ein Team verwandeln, das dann einen einheitlichen und markanten Auftritt durch Mewa-Arbeitskleidung hinlegt. (Bild: Mewa)")
:quality(80)/p7i.vogel.de/wcms/bb/64/bb640680dd3afed6091a1fb7d7b5952d/0131664748v1.jpeg "Mithilfe von SSAB Zero-Stahl aus Schweden reduziert Toyota Material Handling Europe schon heute seinen Kohlenstoffdioxid-Fußabdruck in der Serienproduktion. (Bild: Toyota Material Handling)")
:quality(80)/p7i.vogel.de/wcms/aa/e5/aae51e5e25fb67d0099edc80cb2f25ef/0131646887v1.jpeg "Das könnte die Zukunft der Arbeitsschutzkleidung werden! Denn am DTFI in Denkendorf hat man es mit Partnern geschafft, dieselbe mit einem autarken System zur Klimatisierung auszurüsten. Damit wird nicht nur der Tragekomfort bei körperlicher Belastung deutlich erhöht ... (Bild: DITF)")
:quality(80)/p7i.vogel.de/wcms/c1/7c/c17c84b1c87ef48197e8d5b7cd9f78b0/0131912762v1.jpeg "Susanne Wiegand tritt überraschend als VW-Aufsichtsrätin zurück. (Bild: Volkswagen)")
:quality(80)/p7i.vogel.de/wcms/0f/73/0f738a0233cccf959712a761e482f881/0131910614v1.jpeg "Das Ende des Iran-Krieges scheint nah. Und auch andere Effekte könnten laut Prognose des Ifo-Instituts aus München dazu führen, dass die Konjunktur in Deutschland besser verläuft, als bisher angenommen ... (Bild: Ifo-Institut)")
:quality(80)/p7i.vogel.de/wcms/42/bb/42bb3967400f65fa33b3bc310372b32b/0131906543v1.jpeg "Das Ministerium von Bärbel Bas, Bundesministerin für Arbeit und Soziales, weist darauf hin, dass es sich um einen nicht final abgestimmten Arbeitsentwurf handle. (Bild: Bundesregierung/Stefand Kugler)")
:quality(80)/p7i.vogel.de/wcms/c9/ac/c9acaf5e170efbf4c4e13b91b6fa8fb7/0131890808v1.jpeg "In der Industrie werden mehr Stellen frei als nachbesetzt. (Bild: © industrieblick - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/8d/e6/8de6cfd3ee299ab230c5775c5a399367/0131725354v1.jpeg "Vor allem kleine und mittelständige Unternehmen tun sich bei Fördergeldanträgen nicht leicht, weiß die Hentschel Fördermittelberatung. Sie unterschätzten auch die Modalitäten, die beachtet werden müssten, um eine Genehmigung zu erhalten. Doch hier erfahren Sie, wie das geht ... (Bild: Stempelbude)")
:quality(80)/p7i.vogel.de/wcms/f9/c0/f9c096188b932ff03d591907dab8644c/0131658794v1.jpeg "Am Laser-Zentrum Hannover (LZH) hat man neuartige faseroptische Komponenten entwickelt, mit denen die Leistung von Zwei-Mikrometer-Faserlasern nach oben gepusht werden kann. Das Ganze basiert auf sogenannten „Triple-Clad“-Fasern ... (Bild: LZH)")
:quality(80)/p7i.vogel.de/wcms/6e/4b/6e4b992186f30d5c3ee3dd9e3d204095/0131724288v2.jpeg "Roland Hermann (li.), Yaskawa und Thomas Pflüger, Gebr. Binder freuen sich über das gemeinschaftlich erfolgreich abgeschlossene Projekt. (Bild: Yaskawa Europe)")
:quality(80)/p7i.vogel.de/wcms/39/29/392954818a0a90ffe5a9c81e4eaebc38/0131564641v2.jpeg "Bewerben Sie sich ab jetzt für den „Euroblech Award 2026“! (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/29/67/2967406c457e7a689ccdbb03e62d98b7/0130797353v2.jpeg "Die Bytube Star 330 soll Rohre und Profile ohne Rüstzeit über einen großen Durchmesserbereich bearbeiten können. (Bild: Bystronic)")
")
")
 (Bild: Arku Maschinenbau)")
")
")
:quality(80)/p7i.vogel.de/wcms/3e/41/3e41aefbf96260b0786c045333f2421f/0126404673v2.jpeg "Die Bandanlage 18.260/19 von Kohler, die mit der Presse von Yamada mittels vollständig integrierter OPC-UA-Schnittstelle verknüpft ist, kann am Stand live erlebt werden. (Bild: Kohler)")
:quality(80)/p7i.vogel.de/wcms/0e/63/0e63e6138a9ef6fbe196f970600f9a81/0127597352v2.jpeg "Neben dem Edge Breaker 6000 für Laser- und Stanzteile umfasst das Arku-Portfolio auch Entgratmaschinen für Fiber- und Brennteile. (Bild: Arku)")